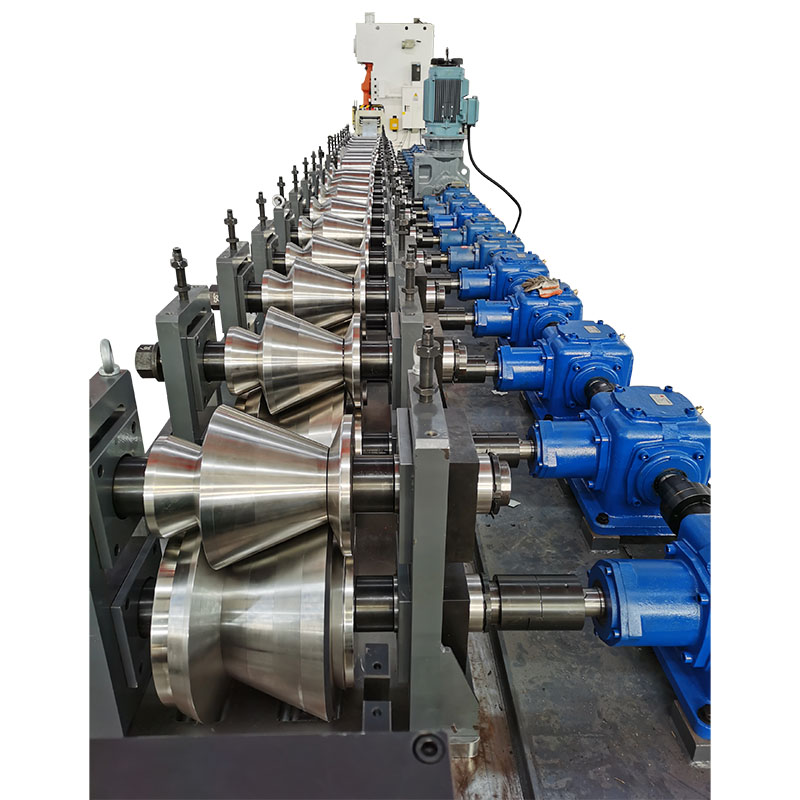
幅0.4~1.3mm、長さ1300mmのスリット加工機
| (1)鋼コイル原料パラメータ | |
| (1)適用可能な材料 | 亜鉛メッキコイル |
| (2)スリット厚さ | 0.4mm~1.3mm |
| (3)板幅 | 300mm~1250mm |
| (4)鋼コイルの内径 | Φ508mm |
| (5)鋼コイルの外径 | Φ1600mm |
| (6)コイルの重量 | 15トン |
| (2)完成品のパラメータ | |
| (1)幅公差 | ±0.05mm |
| (2)ブルルの長さ | 0.03 mm |
| (3)分割ストリップの数 | 厚さ1mmのプレート、25枚入り |
| (4)垂直せん断直線性 | 1mm / 2000mm |
| (5)コイルの全円直径 | Φ508mm |
| (6)デコイラーの外径 | Φ1600mm |
| (3)機器のその他のパラメータ | |
| (1)単位速度 | 0~120m/分 |
| (2)床面積(概算) | 17メートル以内 |
| (3)電源 | 380V / 50Hz 三相5線式 |
| (4)設備容量 | 約160kW |
| (5)駆動モーター | オープンコイルマシン AC11 kW 機械用普通モーター AC75 KW 機械用普通モーター AC90 KW 油圧ステーションモーター AC7.5KW |
| (6)単位方向 | 操作コンソールに向かって(左)から(右)へ(前進方向の機械) |
| (7)生産オペレーター | 技術者1名と一般作業員2名 |
| (8)デバイスの色 | 青 |
1.コイルカー
2.油圧式デコイラー
3.油圧補助サポートI
4. ライブクロッシングブリッジ I
5. サイドガイドとスリッターマシン
6. スクラップワインダー(両側)
7. ライブクロッシングブリッジ II
8.分離器と張力テーブル
9.油圧式リコイル
10.油圧補助サポートII
11.コイルカーをリコイラー1へ排出する
2.油圧システム
13.電気制御システム

コイルカー 1台(1セット)
(1)主要構造:鋼板、歩行輪、4本のガイド柱、伝動軸など。
(2)耐荷重15トン、油圧モーター駆動、歩行速度6メートル/分。
(3)油圧動力:揚程600mm、油圧シリンダ:FA-Φ125mm(1分岐)。
技術パラメータ
| 形状 | 頑丈なスチールフレーム、油圧、モーター制御 |
| 量 | A |
| タイプV表面 | ナイロン板+鋼板の溶接 |
| ベアリング | 15T |
| リフトトリップ | 600mm |
| 車の歩行力 | モーター |
| 車の歩行速度 | 6メートル/分 |
構造と用途:オープンコーダーへの供給、保管テーブルからオープンコーダーのリールへの鋼コイルの搬送に使用されます。トロリーの走行は油圧モーターによって制御され、昇降は油圧シリンダーによって制御されます。
昇降機構:油圧シリンダーとスライド式4ガイドコラム構造。昇降動力はシリンダーによって供給され、シリンダーがV型ベアリングテーブルを押して、鋼コイルの上下昇降機能を実現します。
走行機構:油圧モーターと平行ガイドレール構造を採用し、油圧モーターによって走行動力が供給され、車両がオープンコーダーの軸方向に沿って水平方向に移動できるようにします。レールの両端にはリミットブロックがあり、車両の脱線を防止します。
2.油圧式デコイラー(1セット)
技術パラメータ
| 形状 | 鋼板溶接フレーム、油圧拡張マンドレル | |
| 量 | A | |
| ベアリング | 15T | |
| 鋼コイルの内径 | 直径508mm | |
| 鋼板コイル外径 | 最大:Φ1800mm | |
| オープンリールアークプレート構造 | ||
| アークプレートの上昇および収縮範囲 | Φ460mm~Φ520mm | |
| アークプレート | 45ポンド鋳鋼(クロムメッキ仕上げ) | |
| オープンロールブレーキ | ディスクブレーキ2セット | |
| 排出方法 | 率先して餌を与えよう | |
| オープンロールパワー | 11kWモーター | |
ロール圧力によるロール取り外し装置の開閉
A、機能:
鋼製コイルを保持し、コイルの内径を締め付け、コイルを開くか、コイルを巻き戻します。
コイル板を支え、鋼帯に張力を与えるための構成要素は、フレーム、主軸、拡張圧延ドラム、巻き戻し破砕装置、補助支持部、ブレーキ装置、および動力部である。
B、構造
a) メインフレーム:鋼材、A3鋼板、45番鋼でできており、スピンドル取り付けの同心性とラジアル方向の振動がないように、2つのベアリングベアリングが同時に穴あけされています。
b) メインシャフト:40Cr丸鋼製、直径85mmの貫通穴、品質調整後、精錬された車、ローラーシャフト直径190mm、耐荷重15トン。
c) 昇降ドラム:スライド式プッシュプル拡張ドラムを採用。4枚の円弧板(45鋼)、線切りスライダーペア、拡張直径:Ф470mm~520mm。ドラムの有効作業長さは1300mm。一体型マンドレルによりドラムの同心度が増減し、旋盤カー上で直径508mmまでドラムが上昇し、表面に硬質クロムメッキが施されます。
d) 巻き出しプレス装置:プレスローラー、サポートアーム、およびオイルシリンダーで構成されています。プレスローラーにはポリウレタングリースが塗布されており、材料ヘッドが緩むことはありません。サポートアームは油圧シリンダーによって持ち上げられます。
e) ブレーキ装置:空気圧式ディスクブレーキアセンブリを使用し、ブレーキ強度を調整可能。駐車時はブレーキを強くかけ、待機状態および起動状態が緩み転がらないようにし、緩み転がり時にプレート表面を擦らないようにします。オープンロールフィードと同期制御します。
f) 油圧動力: マンドレルの押し引き: 油圧シリンダーモデル仕様: Ф 150150mm、回転ジョイントオイル供給方式を使用 (台湾油田)。プレスリフト油圧シリンダー Ф 80220 mm。
g) 電力:開放型巻線機の動力源は、密閉型ギアボックス駆動の11kW交流モーター(1セット)を採用しています。
3.油圧補助サポート(1台)
(1)用途:ロールの片持ち梁端部を支えてロールの剛性を高める。
(2)補助支持部は、油圧シリンダのスイングアームによって昇降されるエルボロッド機構である。
(3)ロールを開くときは、スイングアームが上昇して巻き取り機の片持ち梁の端を保持し、ロールを巻き取るときは、スイングアームが下降します。
4. ライブクロッシングブリッジ(1個)
(1)主要構造:フレームは鋼板を溶接して作られています。
(2)油圧動力:上下:油圧シリンダ:CA-Φ80mm(1)。
技術的パラメータ:
| 形状 | フレームとトランジションブラケットは鋼板溶接部品であり、トランジションロールは接着ロールである。 |
| 量 | A |
| ライブスリーブ(長さ・奥行き) | 3000mm×3500mm |
| テーブル一式を持ち上げる方法 | 油圧シリンダーがリフトを支える |
構造と用途:ストリッパーとフィーダー間の鋼帯速度の同期とバッファリングを制御するために使用されます。テーブルはナイロンボードでできており、プレート表面に傷がつかないようになっています。3組の光電センサー制御鋼帯をリビングスリーブピットに配置することで、ピット内に十分な保管スペースを確保できます。
5. サイドガイドおよびスリットマシン(1セット)
横方向ガイド位置決めの技術的パラメータ
| 形状 | 鋼板溶接ベース、ロールスタンド、フレーム |
| 量 | A |
| 横板の幅 | 200-1250mm |
| 幅調整 | ハンドルで調整します |
| ロール材料 | GCr15鋼 |
| ニップロール | Φ120mm×1300mm |
構造と用途:鋼板の幅方向のずれを防ぐための板幅方向の位置決め。板幅方向の両側に垂直ローラーが設けられ、それぞれが摺動シートに固定されている。摺動シートは、板幅方向に沿ってガイドレール上で調整可能で、様々な板幅に対応できる。垂直ローラーは焼入れ処理が施され、ローラー表面にはクロムめっきが施されており、表面硬度を高め、機械的摩耗を防止する。
機械の技術パラメータ
| 形状 | 鋼板溶接ベース、動力ギアボックス、アーチウェイ、フレーム |
| 量 | セット |
| 速度を分割する | 120メートル/分 |
| シャフト径 | Φ180mm×1300mm |
| 素材の品質 | 42CrMo |
| スパンサイズ(この値を除く) | Φ300mm Φ180mm 10mm(外径・内径・肉厚) |
| メインモーターの出力 | AC75kWモーター |
| 移動式アーチウェイモーター | ナイフに影響を与えずにラックの外側に取り付ける |
構造と用途:本機は、縦方向に様々な幅に切断する装置です。複合スリーブを交換することで、完成品の幅を柔軟に変更できます。ナイフシャフトは、下部シャフトと上部シャフトによって同期ナイフシャフト間隔が調整され、上部シャフトと下部シャフト間のギャップを正確に制御できます。上部シャフトと下部シャフトは、軸方向にナットで固定され、シャフト端には上部ブレードと下部ブレードが取り付けられます。ブレードの交換には、サイドブーツフレーム(モーター駆動)を使用します。
(1)主要構造:鋼板、鋳造座、同期ギアボックス、ユニバーサルドライブ、電動スクリュー昇降装置。
(2)工具軸材質:40Cr、刃軸径:Φ180mm 1300mm、粗加工後中周波処理、研削、硬質クロムメッキ、キー溝付き20mm。
(3)ナイフシャフトロック:ナットがツールをロックします。
(4)ブラケット群のプレスプレート調整、上下昇降調整、木材固定。
(5)工具座の移動:電動での出し入れ、刃軸の昇降、電動同期。
(6)せん断力:周波数変換器付き75kW通常モーター。
6. スクラップ巻き取り機(両側)
接続は1つ。独立した周波数変換による張力制御。
技術的パラメータ:
| 形状 | 溶接鋼板用ラック |
| 構造 | 左右独立供給連結構造;リール、プレスシャフト、伝動機構を構成。オイルシリンダーによる制御で荷降ろしが容易。 |
| 量 | 2つ。左と右にそれぞれ1つずつ。 |
| 端材の幅を受け取る | 片側2~10mm |
| 巻き取り速度 | 0~120m/分 |
| 重りを転がす | 最大積載量:300kg |
| メインモーターの出力 | AC 3kW(2台) |
| 呼吸 | 機械的膨張 |
構造と用途:側面材料巻取機は、帯状材料の両側を巻取する装置です。モーター駆動で、別の吐出オイルシリンダーを備え、安定性と耐久性に優れています。
7. ライブクロッシングブリッジII(1ユニット)
(1)主要構造:フレームは鋼板を溶接して作られています。
(2)油圧動力:上下:油圧シリンダ:CA-Φ80mm(1)。
技術的パラメータ:
| 形状 | フレームとトランジションブラケットはすべて鋼板溶接部品であり、トランジションロールはゴムロールである。 |
| 量 | A |
| ライブスリーブ(長さ・奥行き) | 3000mm×5000mm |
| テーブル一式を持ち上げる方法 | 油圧シリンダーがリフトを支える |
| 仕立て屋のプレスプレート | プレートが穴に落ちて材料を損傷するのを防ぐ |
構造と用途:リトラクターとストリッパー間の鋼帯速度の同期とバッファリングを制御するために使用されます。テーブルはナイロンボード製で、プレート表面に傷がつかないようになっています。
8. 分離機と張力テーブル
(1)主要構造:鋼板、分離ローラー、PUゴムなど
(2)テンションパッド:上部にウールフェルトを敷く。
(3)ベルトローラー:PUゴム、Φ350mm。
(4)油圧動力:テンションパッドリフト:油圧シリンダー:FA-Φ80mm(2個)。
技術的パラメータ:
| 形状 | 鋼板溶接用ベースおよびフレーム |
| 量 | セット |
| セクター規模 | Φ80×Φ180×3 |
| 別セットサイズ | Φ80×Φ110×& |
| 中間加圧ローラー | 垂直リフト |
構造と用途:縦方向のせん断ストリップ分離により、積み重ね時の張力調整を防止し、容易に回収できます。分離ディスクは2セットあります。分離ディスクシャフトは操作側から取り外せるため、交換や清掃が容易です。
| 形状 | 鋼板溶接ベース、フレーム、ブレーキシステム構成 |
| 量 | A |
| 圧力板タイプ | プレートはシリンダーによって駆動され、理想的な圧縮張力を実現する。 |
機能:鋼帯を配置し、各鋼帯に均一な張力を加えて再巻取りします。発生する張力によって巻き取りの締まり具合が決まります。均一な張力により、巻き取りがきれいに仕上がります。主な構成要素は、メインフレーム、フロント分離フレーム、プレス機、リア分離フレーム、張力ステージ、ガイドローラーです。
B、構造:
● 主フレーム構造:形材、鋼板の組み立て溶接、焼きなまし後の機械加工ベース面で構成されています。
● フロント分離フレーム:ガイド式独立フレームを採用し、フレームは2つの面を介して接続され、分離器は本体とスリーブ用の仕切りシャフトに取り付けられるため、非常に便利です。フロント分離フレームはメインフレームに対して上下に移動でき、任意の高さで停止できます。
● テンションプラットフォーム:側板アーチ、上部ガントリーフレーム、下部パッドプレート、上部パッドプレート、および油圧シリンダーで構成されています。ウールフェルトは上部および下部パッドプレートに固定できます。プレートベルトは上部および下部パッドプレートの間を通過し、パッドプレートを押圧することで張力が発生します。上部パッドプレートは2つの油圧シリンダーによって同期駆動されます。
● ガイドローラー、プレート装置
ガイドローラー:ベアリングシート、シームレス鋼管をPUゴムで包み、動的バランス処理を施し、プレートベルトをワインダーにガイドする機能があります。
プレート装置:ラックと駆動システムで構成されています。プレート装置は油圧駆動構造を採用しており、プレートヘッドをワインダーに送る機能を持っています。
9 油圧式リコイル
(1)主要構造:ドラムはシームレス構造を採用。鋼板、分離ローラー、主軸、四角形板(ジグザグ)、スライドブロック、側板、ベアリング、ベアリングシート、プッシュプルシリンダー、ボックス減速機、油圧プッシュ装置、蒸気ブレーキなど。
(2)リールの伸縮:Φ480mm~Φ508mm、ジョー装置付き、油圧シリンダー:FA-Φ150mm(1分岐)。
(3)電力:90kWの通常モーターには周波数変換器が装備されています。
巻取機の技術仕様
| 形状 | 鋼板溶接フレーム、シングルアーム油圧拡張マンドレル、ギアボックス構造 |
| 量 | A |
| ベアリング | 15T |
| 鋼コイルの内径 | Φ508mm |
| スピンドル材料 | 42億ルピー |
| リールフラップアークプレート | 45番鋼は、品質調整処理後、表面に硬質クロムがコーティングされている。 |
| 凝縮されたクランプ口 | オイルシリンダーを上下に動かす |
| 鋼板コイル外径 | 最大:Φ1800mm |
| 押し出し材料ボード | オイルシリンダープッシュ |
| ブレーキアセンブリ | ディスクブレーキタイプのブレーキ |
| メインモーターの出力 | AC90kWモーター |
構造と用途:この装置は、縦方向のせん断加工後のストリップを巻き戻すために使用されます。フレーム本体、ドラム、伝動システム、昇降システム、ブレーキシステム、潤滑システム、油圧システムなどで構成されています。
伝動システム:スピンドルはモーターによって駆動されます。昇降システム:昇降油圧シリンダーによって張力が供給され、主軸上の摺動シートが変位して摺動し、奇形スライダーと摺動シートが変位してドラムの昇降を実現します。
セパレーターシャフト圧力アームの技術パラメータ
| 形状 | 鋼板溶接用ベースおよびフレーム |
| 量 | A |
| セクター規模 | Φ80×Φ180×3 |
| 別セットサイズ | Φ80×Φ110×& |
構造と用途:この装置は、縦方向の切断材を巻き戻すために使用されます。プレスアームは油圧シリンダーによって旋回します。プレスシャフトは、固定支点を中心に手動で広げることができ、絶縁板(パッド)の交換が可能です。
10 油圧補助支持装置 II
(1)用途:ロールの片持ち梁端部を支えてロールの剛性を高める。
(2)補助支持部は、油圧シリンダのスイングアームによって昇降されるエルボロッド機構である。
(3)ロールを受け取るときは、スイングアームが上昇して巻き取り機の片持ち端を保持し、ロールが落下するとスイングアームが下降します。
11 コイル車出口(リコイラー用)(1)
(1)主要構造:鋼板、歩行輪、4本のガイド柱、伝動軸など。
(2)油圧モーター駆動、毎分6メートル歩行。
(3)油圧動力:揚程600mm、油圧シリンダ:FA-Φ125mm(1分岐)。
技術パラメータ:
| 形状 | 頑丈なスチールフレーム、油圧、モーター制御 |
| 量 | A |
| タイプV表面 | 鋼板溶接 |
| ベアリング | 15T |
| リフトトリップ | 600mm |
| 車の歩行力 | モーター |
| 車の歩行速度 | 7メートル/分 |
構造と用途:コイルの荷降ろし、コイルからの鋼コイルの荷降ろし、油圧モーター制御によるトロリーの走行、油圧シリンダー制御による昇降およびリフト。
昇降機構:油圧シリンダーとスライドガイドコラム構造。昇降動力はシリンダーによって供給され、シリンダーがV型ベアリングテーブルを押して上下の鋼コイルの機能を実現し、荷降ろしトロリーには反転防止ロッドが備えられています。
走行機構:油圧モーターと平行ガイドレール構造。油圧モーターによって駆動される動力により、車両はローラーのコイル軸に沿って水平方向に移動する。レールの両端には脱線防止用のリミットブロックが設けられている。
12 油圧システム(1セット)
(1)主要構造:鋼板溶接オイルタンク、容量300kg、各種油圧バルブ、オイルパネル。
(2)動力:クラスE 7.5KWモーターとオイルポンプ、30ML、通常圧力70kg/cm2、最大圧力:140kg/cm。
技術的パラメータ:
| 量 | セット |
| 燃料タンク | 300L |
| オイルポンプの排気量 | 25ml/r |
| システム作動圧力 | 12MPa |
| モーターのパワー | 7.5 kW |
| 冷却方法 | 風冷 |
| 動作温度 | 0℃~60℃ |
| サービス内容物 | N68耐摩耗性油圧オイル |
構成と用途:生産ライン全体の油圧部の動作を制御する。集中制御方式を採用し、システムは1つの油圧ステーション、複数のバルブスタック、および複数の配管で構成される。主な構成要素は、オイルタンク本体、オイルポンプ電動ユニット、油圧バルブスタック、油圧配管などである。
13 電気制御システム
(1)電子制御式手術台
(2)電源電圧:三相380VAC±10% 周波数:50Hz±1
(3)構成と用途:本システムは操作ステーションを備え、ライン全体は集中制御を採用しています。操作ステーションには、デジタル表示、高速・低速調整、手動供給、連続分割、故障警報などの機能があります。速度制御システム、プログラムコントローラ(PLC)には台湾永宏社製品を使用しています。その他の電気制御部品は輸入品または同等の合弁製品です。コンソール、プッシュボタンボックス、検出部品、ケーブルおよび配線。タッチスクリーン制御により、速度、手動・自動切り替えなどの生産プロセスパラメータを簡単に設定および変更でき、各部品の動作状態を監視できます。生産ラインの安全かつ効率的な動作を保証します。
14 ブランドおよびサプライヤーの説明:
機械部品
| 注文番号 | 名前 | プロデューサー | 備考 |
| 1 | ベアリング | 日本はNSKを輸入した | ホストを分割する |
| 2 | ベアリング | Ha軸、タイル軸 | 付属機器 |
| 3 | モーターギアマシン | インア | |
| 4 | 減速機 | 郭真央 |
空気圧機器
| 注文番号 | 名前 | プロデューサー | 備考 |
| 1 | エアシリンダー | 国内品質製品 | |
| 2 | 電磁弁 | 星 | |
| 3 | 速度制御バルブ | 星 |
油圧部品
| 注文番号 | 名前 | プロデューサー | 備考 |
| 1 | 電磁方向制御弁 | オイルくん | |
| 2 | 電磁リリーフバルブ | オイルくん | |
| 3 | チラー | 国内品質製品 |
電気合計
| 注文番号 | 名前 | サプライヤー |
| 1 | PLC | 台湾永紅 |
| 2 | ヒューマンコンピュータインターフェース | 維崙市、台湾 |
| 3 | 周波数変換器 | 恵川 |
| 4 | 補助リレー | シュナイダー |
| 5 | 通常のモーター | ジャン・シェン |
| 6 | 低電圧部品 | シュナイダー |
15 ランダムな添付ファイル:
(1)機械基礎の設置図、ボルト配置図、生産ライン配置図。
(2)付属品:20個、ナイロン製パイオン120個、テンションピース20個、テンションパイオン120個、カッターシャフト1本。
| 注文番号 | 説明 説明 | 供給範囲 | 備考 | |
| 売り手 | 買い手 |
| ||
| 1 | デザイン | |||
| 1.1 | 設計スケジュール | √ |
|
|
| 1.2 | 機械設計 | √ |
|
|
| 1.3 | 機械動作のための電気設計 | √ |
|
|
| 1.4 | 空気圧および油圧の回路設計 | √ |
|
|
| 1.5 | 生産ラインのレイアウト設計 | √ |
|
|
| 2 | 作る | |||
| 2.1 | スケジュールを作成する | √ |
|
|
| 2.2 | 製造における機械および電気部品 | √ |
|
|
| 2.3 | 製造物の検査および試験 | √ |
|
|
| 2.4 | スプレー塗料 | √ |
|
|
| 2.5 | パック | √ |
|
|
| 3 | 配送条件 | |||
| 3.1 | 現場での荷降ろし |
| √ |
|
| 3.2 | 現場荷降ろし設備(クレーンなど) |
| √ |
|
| 3.3 | 現場機器の確認と保管 |
| √ |
|
| 4 | 基礎工事 | |||
| 4.1 | 土木工学基礎設計 | √ |
|
|
| 4.2 | 基礎工学およびコンサルティング | √ |
| 販売者は基本的な地図を提供する |
| 4.3 | 基礎工事の検査 | √ | √ |
|
| 4.4 | ベイボルト | √ |
|
|
| 4.5 | 機械用パッド(平型パッドアイロン、傾斜型アイロン) | √ |
|
|
| 4.6 | 機械基礎にグラウトとモルタルを流し込む |
| √ |
|
| 4.7 | モルタルは装置の足穴に注入される。 |
| √ |
|
| 4.8 | コンクリートに埋め込まれた(H-など) |
| √ |
|
| 5 | 勃起作業 | |||
| 5.1 | 設置用機器(運転車両、トラッククレーンなど) |
| √ |
|
| 5.2 | 交換用工具 | √ |
|
|
| 5.3 | 設置資材(油圧・空気圧配管および配線) | √ |
|
|
| 6 | 安全対策 | |||
| 6.1 | 溝の蓋板と水中ポンプ |
| √ |
|
| 6.2 | ガードレール | √ |
|
|
| 7 | 油圧空気圧と凍結工学 | |||
| 7.1 | 油圧ユニット |
|
|
|
| 7.2 | 油圧排水工学(機器内) | √ |
|
|
| 7.3 | 油圧排水管工事(溝内) | √ |
|
|
| 8 | 電気工学 | |||
| 8.1 | 必要な電源を設置してください |
| √ |
|
| 8.2 | 変電所から制御盤および配電盤への主ケーブル |
| √ |
|
| 8.3 | ケーブル溝 |
| √ |
|
| 8.4 | メインキャビネットから機械への二次配線 | √ |
|
|
| 8.5 | 二次配線用のケーブルスロット | √ |
|
|
| 8.6 | モーターおよびドライブコントローラー | √ |
|
|
| 8.7 | 機械内部の配線と排水配管 | √ |
|
|
| 8.8 | 配電盤への各配線 | √ |
|
|
| 8.9 | 照明器具および電気機器の使用許可 |
| √ |
|
| 9 | 試運転 | |||
| 9.1 | 試験運転用材料 |
| √ |
|
| 9.2 | テストワーカー |
| √ |
|
| 9.3 | オイルインジェクション、ギアオイル、作動油など |
| √ |
|
| 9.4 | 保守ツールの操作 | √ |
|
|
| 10 | トレーニングとアフターサービス | |||
| 10.1 | 操作マニュアルおよびメンテナンスマニュアル | √ |
|
|
| 10.2 | 運用および保守に関するトレーニング | √ |
| |
(1)セキュリティ警報システム
1.各ポストの共同動作条件確認ロック(安全ロック)とアラームプロンプトを設定します。
2. 供給、主操作、荷降ろしなど、各操作ステーションは独立してアラームを操作できます。
3.各可動装置が作動すると、アラームが鳴ります。
(2)安全インターロック装置(危険重要部分の赤外線検知および警報)
(3)装置のクリップローラー、連結シャフト、回転チェーン、露出したブレーキパッド、その他の操作部には、スリーブの周囲に保護カバーと安全柵を装備しなければならない。
(4)機器の危険箇所及び重要箇所に対する警告標識
(5)回転体は、本体装置の色と区別できる明瞭な色(黄色)で表示されなければならない。
1. 購入者は、機器インターフェースに冷却水とガス源を提供するものとする。
2. 購入者は、ユニットの電力要件を満たす容量を持つ電源配電ボックス(三相5線)を所有するものとします。
3.配電ボックスには3つ以上のコンセント端子があります。
4. 配電ボックスは主操作盤から5m以内に設置されている。
5. 購入者は、操作ステーションへの電源供給を制御する責任を負います。
6. 購入者はエアコンプレッサーを1台提供するものとする。
7. 買主は、売主が提供するギアオイル、作動油、潤滑油、およびオイルグレードを提供するものとする。
8. 買主は、試運転に必要な資材および関連する補助工具と機器を提供するものとする。