当社のウェブサイトへようこそ!

太陽光発電ブラケットロール成形機
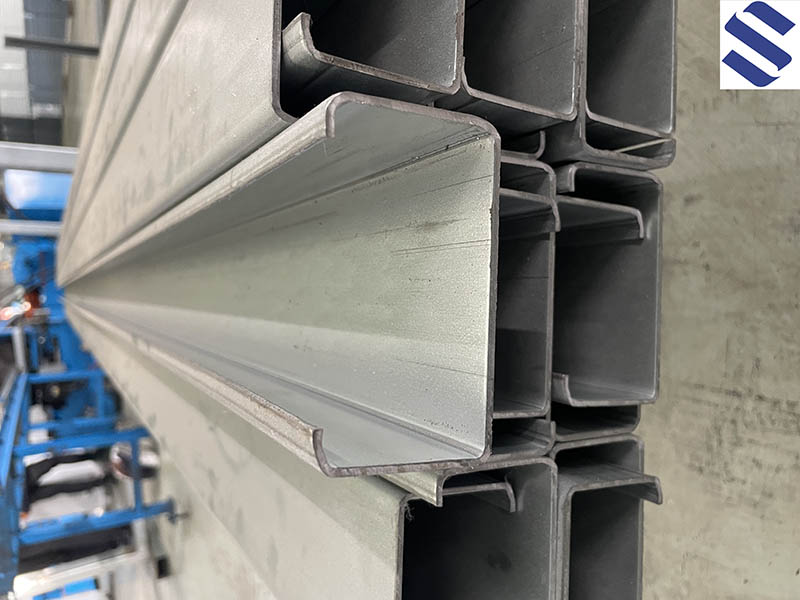
この機械は、亜鉛メッキ鋼または冷間圧延鋼を原材料として、一連の手順を経て、特定の形状とサイズの AC チャネル プロファイルに成形します。
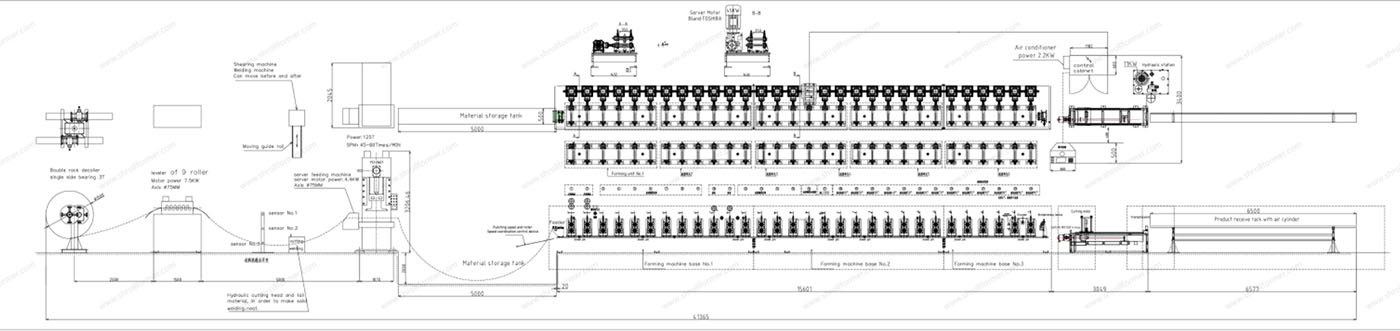
成形工程の装置には、デコイラー、供給およびレベリング装置、パンチング装置、メイン成形ローラー、油圧ポストカッターが含まれます。
インバーターがモーターの速度を制御し、PLC システムが長さと量を自動的に制御します。
したがって、この機械は連続自動生産を実現し、冷間ロール成形業界にとって理想的な装置となります。
| プロフィール素材 | A) 亜鉛メッキ鋼板 | 厚さ(MM): 1.5-2.5mm |
| B) 黒い帯 | ||
| C) カーボンストリップ | ||
| 降伏強度 | 250~550MPa | |
| 引張応力 | G250 Mpa-G550 Mpa | |
| 生産ラインの部品 | オプション選択 | |
| 成形ステーション | 18~20ステップ(お客様のご希望に応じて) | |
| 主機モーターブランド | TECO/ABB/シーメンス | 縫う |
| 駆動システム | ギアボックスドライブ | * ギアボックスドライブ |
| 成形速度 | 10~15m/分 | 20~35m/分 |
| ローラーの材質 | CR12MOV(東海鋼) | Cr12mov(東北鋼) |
| 周波数変換器のブランド | 安川 | 縫う |
| PLCブランド | 三菱 | * シーメンス(オプション) |
| せん断システム | SIHUA(イタリアからの輸入) | SIHUA(イタリアからの輸入) |
構造チャンネルロール成形機の導入
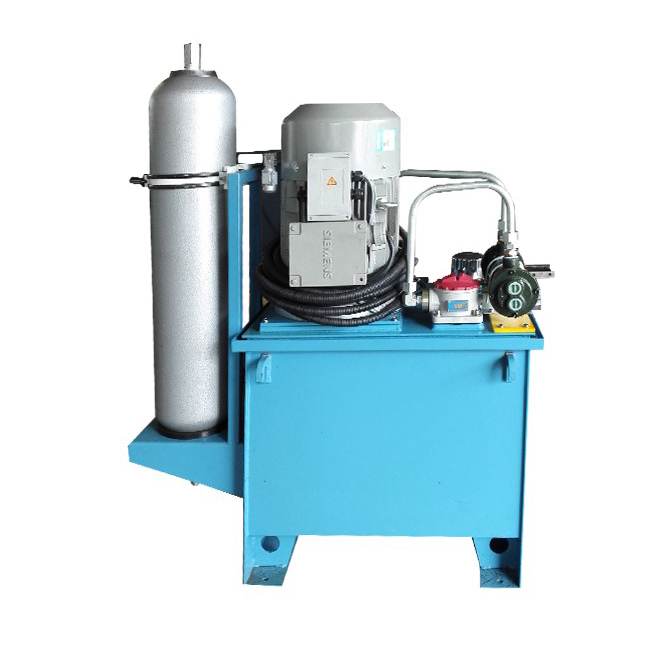
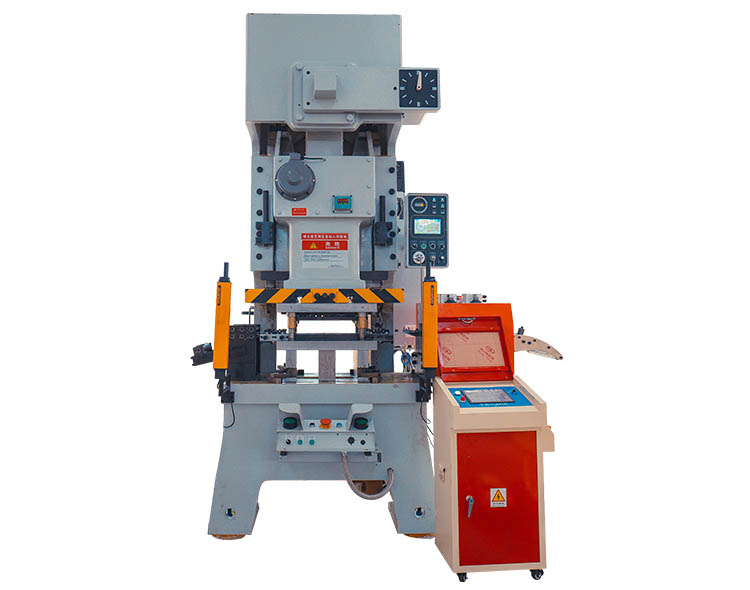
製造工程:デコイラー→レバーとフィーダー→プレス機(パンチングダイを含む)→ロール成形プロファイル→切断テーブル→梱包テーブル(油圧システムに動力を与える)すべての部品は電気制御システムによって制御されていました。

構造チャンネルロール成形機のレベラー。

ヤンリー 容量125トン ヤンリー JH21-125。
C 38*40 ロール成形機 製品速度30〜50m/分。

スタッキングテーブル6.5m。

1. エンコーダ:オムロン(日本ブランド)
2.周波数モーター:45KW(NIDEC)日本
3. PLC:三菱(日本ブランド)
4. ヒューマンインターフェース:KINCO
5. リレー:オムロン(日本ブランド)



ここにメッセージを書いて送信してください