当社のウェブサイトへようこそ!

SIHUA上海カスタマイズホットセールラック直立ロール成形機
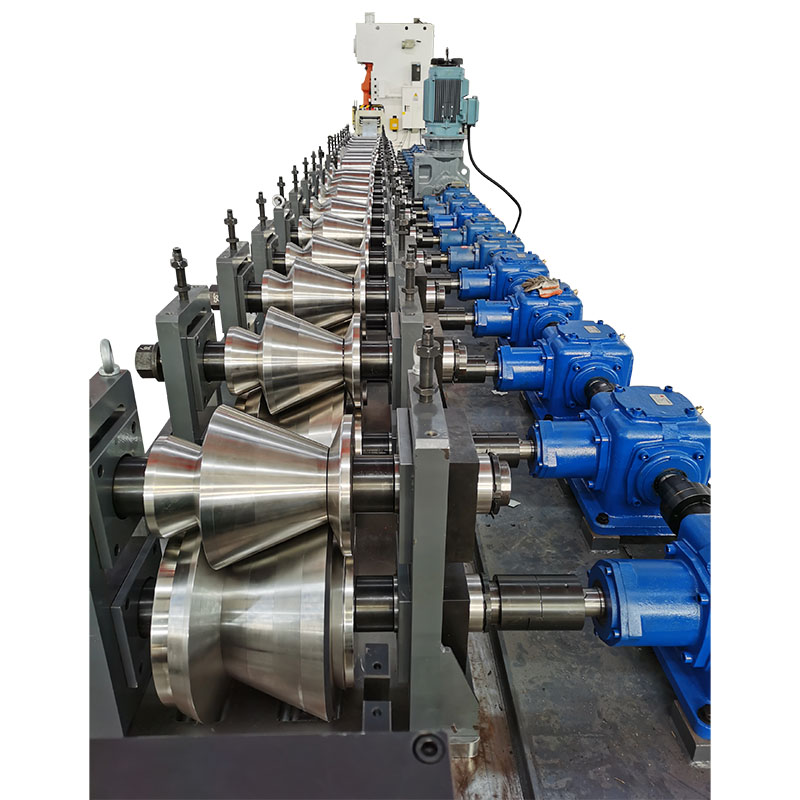
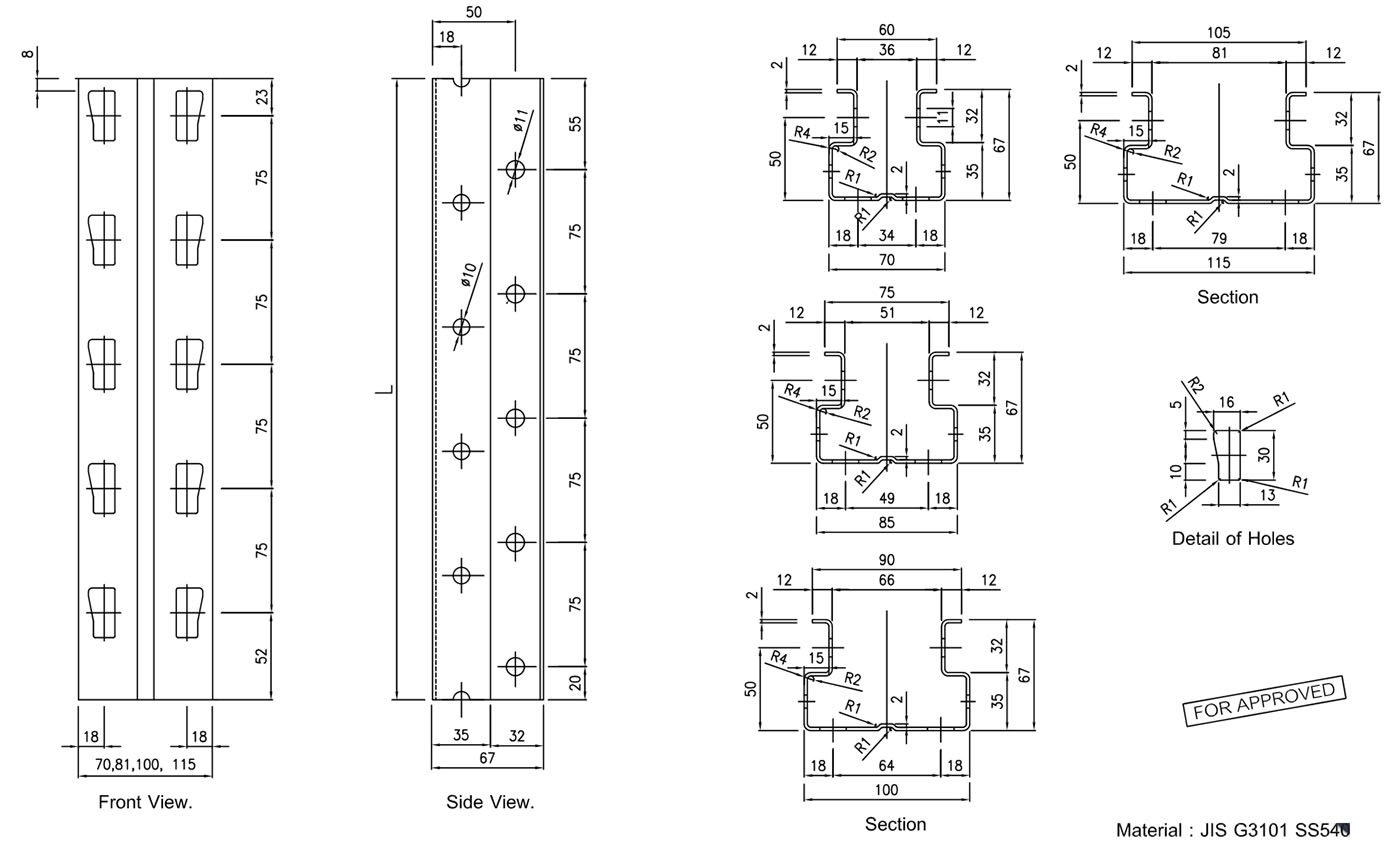
この機械は亜鉛メッキ鋼または冷間圧延鋼を原料として、一連の手順を経て、特定の形状とサイズの棚のプロファイルを形成します。
成形ステップ装置には、デコイラー、供給およびレベリング装置が含まれます。パンチング装置、メイン成形機、油圧ポストカッター。
インバータはモーターの速度を制御し、PLCシステムは長さと量を自動的に制御します。したがって、機械は連続的な自動生産を実現します。冷間ロール成形業界に最適な装置です。
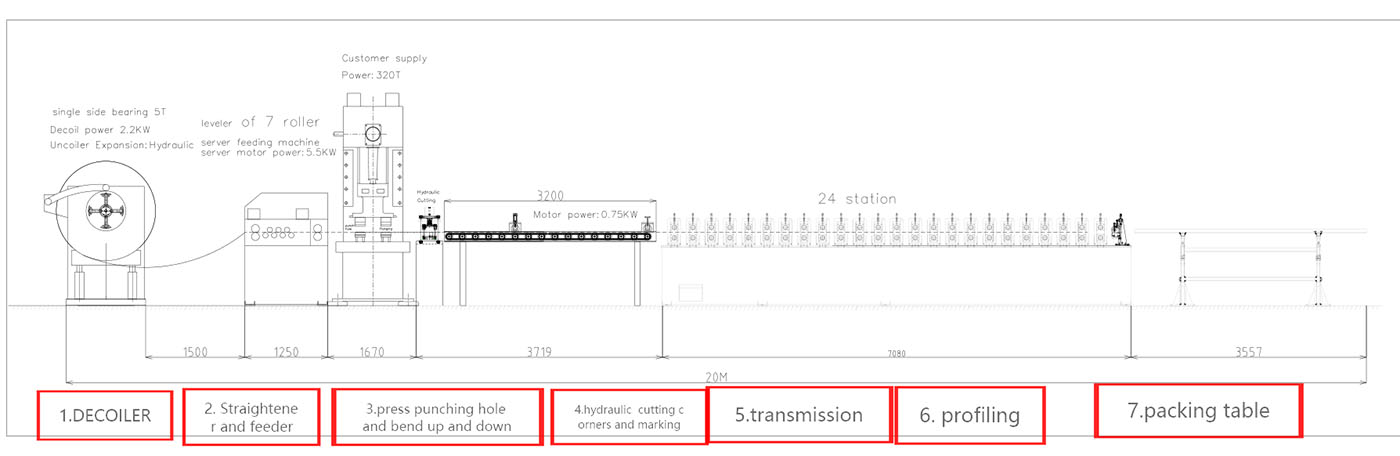
生産工程:デコイラー(アンコイラー、ストレートナー、サーボフィーダー)→プレス機(穴あけ)→ロール成形機→切断機(油圧システムで動力供給)すべての部品は電気制御システムによって制御されます(詳細は以下の通り)



| 3 IN 1 コーム | |
| 油圧式デコイラー | 積載量:4トン(積載台車付き) |
| 材料 | 2mm、S 235 JR |
| ストレートアイロン | 素材幅《450MM |
| サーボフィーダーフィード | ピッチ精度は+-0.15mm、PLCのブランドは三菱です |
| サーボモーターの出力は2.9kW、ブランドはYASKAWAです。 | |
| プレス機と打ち抜き金型 | |
| 容量は125トン | |
| 収納ラック直立ロール成形機 | |
| 製品スピード | 毎分20~30メートル |
| ローラーロー | 22ステップ以上(正しいストレート) |
| シャフト径 | Φ70mm、材質40Cr、熱処理 |
| ローラー材質 | Cr12MoV真空熱処理硬度:58-62HRC |
| 大きな減速機付きモーター | 30KW ブランド シーメンス |
| ベベルギア減速機モデル | T10 22個 |
| 各ローラーに冷却装置を設置 | |
| 位置決めピン付きカッティングテーブル | |
| カットモールド | 4セット。材質:SKD11 |
| ガイドレールブランド | ハイウィン |
| シリンダー | アリタック |
| サーボモーターブランド:安川 4.4kW | |
| 油圧システム | |
| 油圧ポンプの流量 | 50L/分 |
| モーター出力 | 11KW; シーメンス |
| 油圧ソレノイド値番号 | 2セット、レックスロス |
| 油圧アキュムレータ容量25L | |
| タンク容量 | 220L。 |
| 電気制御システム | |
| エンコーダ | オムロン(日本ブランド) |
| 周波数モーター | 30KW(TECO) |
| PLC | 三菱(日本ブランド) |
| ヒューマンインターフェース | キンコ |
| リレー | オムロン(日本ブランド) |
| 梱包表 | |
| 長さ | 6.5百万 |
ここにメッセージを書いて送信してください