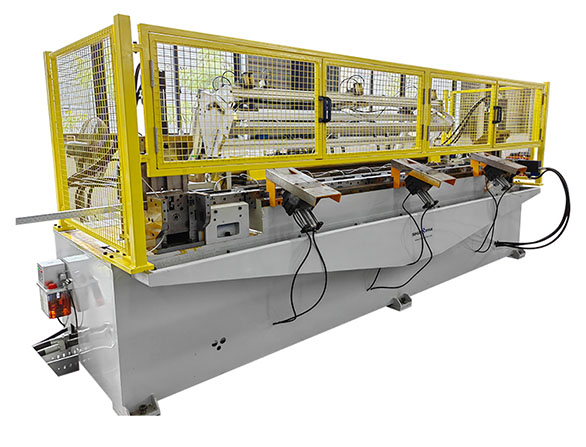
天井Tグリッドロール成形機
マシン名:
1組のローラー成形ユニットを交換することにより、自動的に高速多仕様のメインティーグリッドロール成形機(COMBI)です。
ギアボックスを使用したローラー成形ユニット
1.1. Tバー生産ラインはPLCで監視できます。Tバー生産ラインにエラーが発生した場合、PLCがエラー箇所を特定します。作業者にとってメンテナンスが容易になります。
1.2. Tバー製造速度は0~60m/分です。クロスTバーの平均速度は毎分36mです。1分間に長さ3660mm(12フィート)のメインTバーを6本、長さ1200mm(4フィート)のメインTバーを40本製造できます。
1.3. 各種仕様 ローラー成形ユニット(6)は30分で交換可能で、ローラー成形ユニット(6)を1セット追加すれば24X32H仕様も生産可能です。
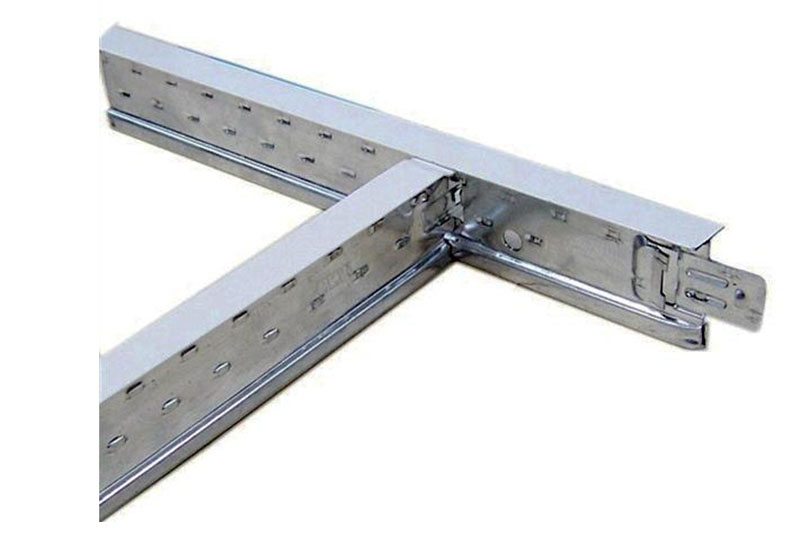
製品図面:
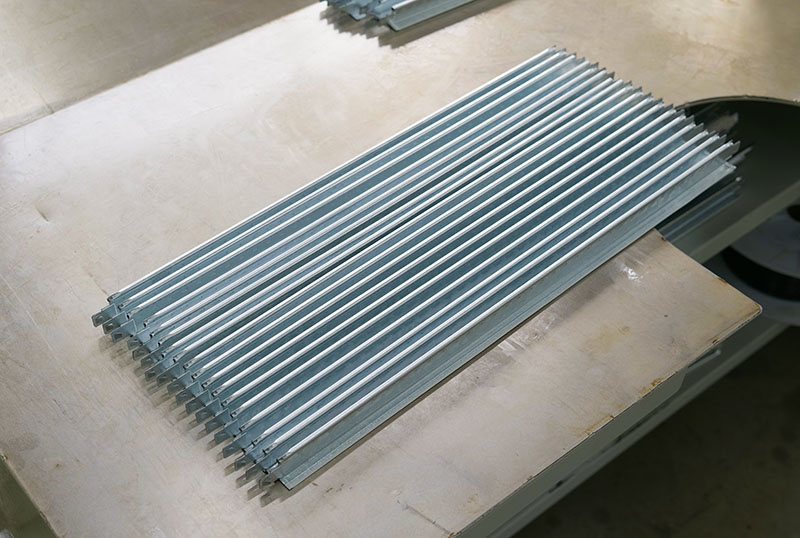
メインTバープロファイル38h *24*3600mm / 3700mm。
クロスTバープロファイル38h*24*600/1200mm。
ご確認いただいた図面に基づいて機械を設計いたします。
1. ダブルモーター式デコイラー(塗装鋼コイル)
1.1. 積載量:1500Kgs*2
1.2. コイル仕様:外径2,000 mm、内径508 mm。塗装鋼板コイル幅:100 mm
1.3. コイルを手で締める
1.4. モーター駆動
1.5. 駆動モーター:1.5kW
2. ダブルモーター式デコイラー(亜鉛メッキ鋼コイル)
2.1. 積載量:3000 Kg*2
2.2. コイル仕様:外径1,500 mm、内径508 mm、幅150 mm。
2.3. 手で巻き込んでコイルを締めます。
2.4. モーター駆動
2.5. 駆動モーター:1.5kW

ローラー成形ユニットは高速で動作するため、モーターと減速機を保護し、それらの寿命を延ばすために保管ユニットが必要です。

モーター出力は15KW、ブランドはABBです。
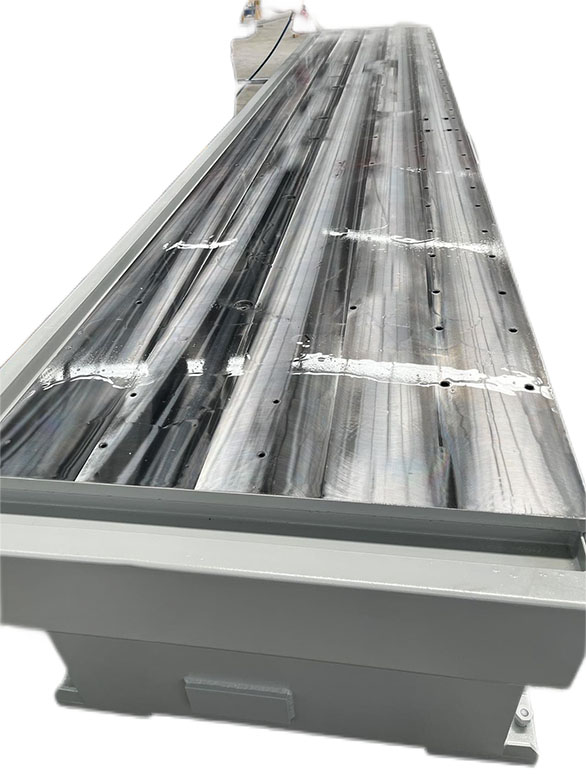
機械のベース材質はQ345-B鋼で、全体を熱処理することで内部の力を排除し、機械の寿命を延ばします。
機械作業テーブルは、高精度レベルのために大型 CNC 全体処理を採用しており、平面許容差は 0.05 mm 以内、ローラー形成ユニットまたは位置決めピンのスペースは 0.02 mm 以内です。
ローラー成形ユニット(COMBI)は機械ベースに固定されており、Tバーのサイズに合わせて交換可能です。
ロール成形ステーション 16 + 5 補助ローラー、ローラー材質は CR12MOV1 (SKD11)、真空熱処理 58-62 HRC。
ロール成形機はギアボックス全体の構造を採用し、機械の寿命を延ばします。
シャフトコア径はφ40mm、材質は焼入れ熱処理を施した40CRです。
壁フレーム材質: Q345 - B、CNC 加工、熱処理。
矯正シート数:1セット、用途は上下、前後、左右からのプロファイル矯正です。
成形ライン速度0~80M/分。高速・低速を自動制御できます。

打ち抜き金型は真空熱処理を施したSKD11の材質を使用し、硬度はHRC58~62です。
穴あけダイスを6個取り付けます。
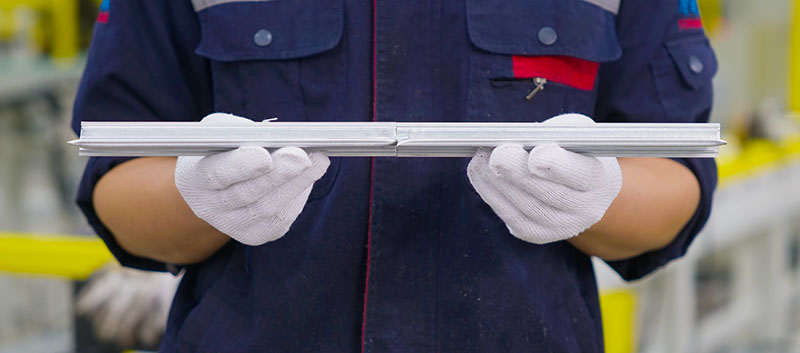
切断長さ 3600 mm T-BAR 取り付け穴、油圧パンチによるコネクタ、ロボットがパンチされた T バーをスタッキング テーブルに運びます。
モーター出力:15KW、モーターブランド:ABB
ポンプ作動圧力:140 kg 油圧流量:65 L ブランド:Rexroth(ドイツ)
オイルシリンダー、数量:9個
蓄電池:25L ブランド:OLAER (フランス)
圧力センサー、IFM(ドイツ語)、電磁弁:Rexroth(ドイツ語)
濾過ブランドはパーカー(米国)10.7、オイルは水または空気(カスタマイズに応じて)で冷却されます。

PLC ブランド: MITSUBISHI (日本)。
せん断コントローラー:イタリア製(SIHUA)。
周波数インバータ出力:15 KW ブランド:YASKAWA(日本)
リレーおよびブレーカーのブランド: Schneider。
マンマシンインターフェース(タッチスクリーン)ブランド:KINCO、サイズ10.4インチ。
クイックプラグで外部配線を接続する電気キャビネット。